

Molded Pressed Graphite (CGM Series)
Molded pressed graphite materials with fine grain size have a high anisotropy. This material provides an extremely wide range of properties in terms of mechanical strength, friction and conductivity, which is even further enhanced by impregnation with resin or metal.
Because of their fine grain and homogeneous structure of the CGM-graphites, it can often replace the more expensive isostatically pressed graphite. However, the dimensions are limited.
Manufacturing process of die-molded graphite
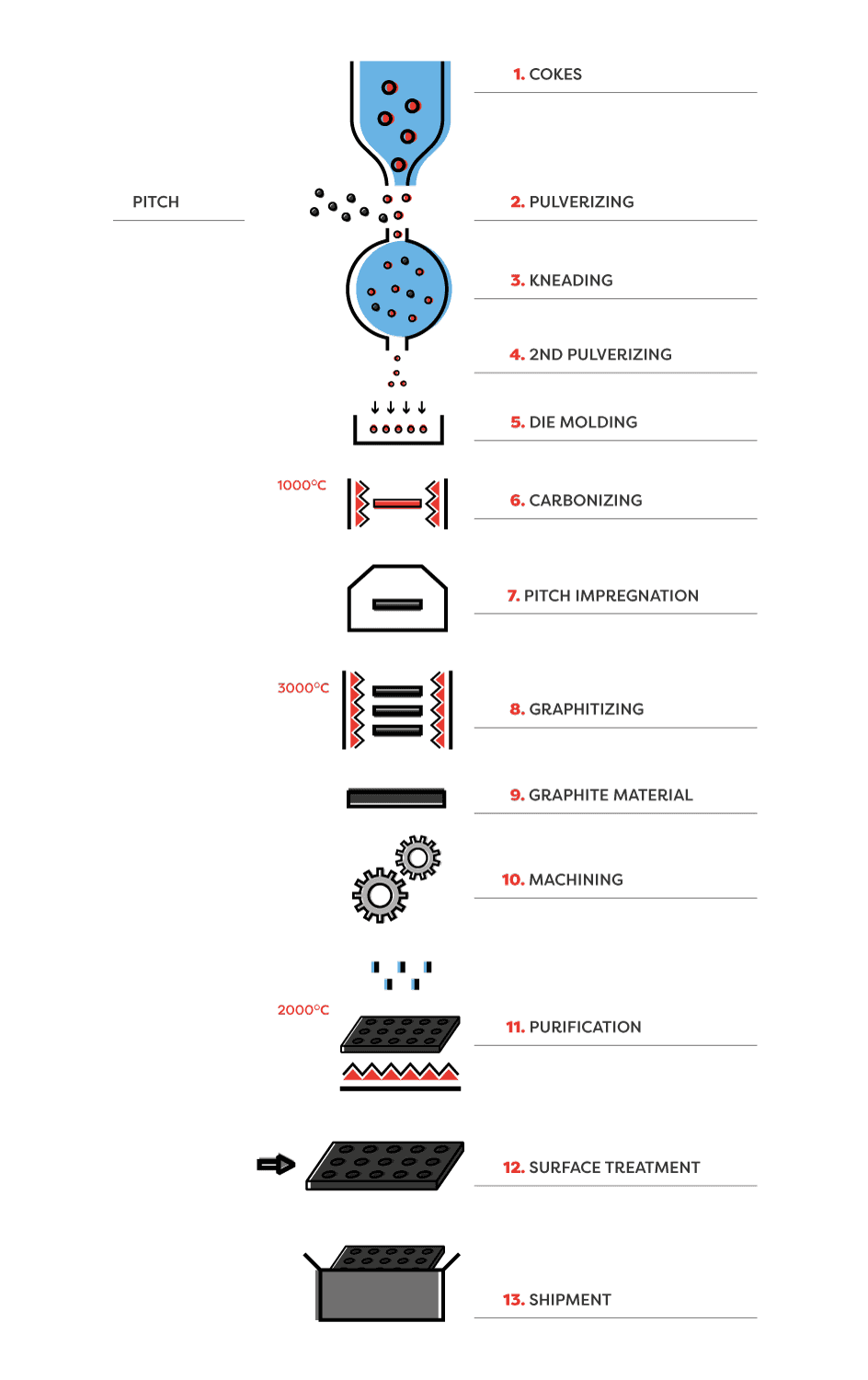
1. COKES
Coke is a component produced in oil refineries by heating hard coal (600-1200°C). This process takes place in a specially designed coke oven, using combustion gases and limited oxygen availability. It has a higher calorific value than conventional fossil coal.
2. PULVERIZING
After the raw materials have been checked, they are pulverised to a certain grain size. Special machines, which grind the material, transfer the obtained very fine coal dust into special bags and it is sorted according to the grain size.
PITCH
This is a by-product of coking (i.e. roasting without air at 1000-1200°C) of hard coal. Pitch is a dense black liquid.
3. KNEADING
When the coke milling process is completed, it is combined with pitch. Both raw materials are mixed at high temperatures so that the coal can melt and combine with the coke grains.
4. 2ND PULVERIZING
After the mixing process, small carbon balls are formed, which must be milled again into very fine grains.
5. DIE MOLDING
Die molding is a method of compacting powder by applying uniaxial pressure to powder inserted into a mold. Pressure is applied to the powder mixture in one direction and is dependent on the shape of the mold holding the pressure. With setting diverse pressures on the mold, differences of the graphite properties can be obtained.
6. CARBONIZING
The next and at the same time the longest stage (2-3 months) is baking in the furnace. Evenly pressed material is placed in large furnaces where the temperature reaches 1000°C. To avoid any defects or cracks, the temperature in the furnace is constantly controlled. When baking is finished, the block achieves the desired hardness.
7. PITCH IMPREGNATION
At this stage of the process, the block can be impregnated with pitch and burned again to reduce its porosity. Impregnation is usually done using pitch with a lower viscosity than the pitch used as a binder. A low viscosity is required to fill the gaps more precisely.
8. GRAPHITIZING
At this stage, the matrix of carbon atoms is already arranged in an orderly manner, and the process of transition from carbon to graphite is called graphitizing. Graphitizing is the heating of the produced blocks to a temperature of about 3000°C. After graphitizing, the density, electrical conductivity, thermal conductivity and corrosion resistance are significantly improved and the machining efficiency is increased.
9. GRAPHITE MATERIAL
After graphitization, it is essential to inspect all graphite properties - including grain size, density, bending and compression strength.
10. MACHINING
Once the material is completely ready and inspected, it can be manufactured according to customer documentation.
11. PURIFICATION
If isostatic graphite is used in semiconductor, silicon monocrystalline and atomic energy industries, it requires high purity, so all impurities must be removed by chemical methods. A typical practice of removing impurities of graphite is to place the graphitized product in a halogen gas and heat it to about 2000°C.
12. SURFACE TREATMENT
Depending on the application of graphite, its surfaces can be milled and have smooth surfaces.
13. SHIPMENT
After final machining, the finished graphite detail is packed and sent to the customer.
Our CGM graphite can be delivered as blocks and rounds in various sizes and can be purified down to <5ppm on customers request. We can help you choose the right type of graphite - just contact us.


