
Grafit wyciskany (Seria CGE)
Seria CGE to wyciskane grafity, które dostępne są w postaci wałków. Charakteryzują się stosunkowo drobnymi ziarnami, dobrymi właściwościami mechanicznymi, elektrycznymi i cieplnymi oraz niską zawartością popiołu. Ich wyraźną cechą jest korzystna orientacja ziarna. Gęstość, wytrzymałość i odporność na utlenianie można poprawić poprzez dalszą impregnację.
Proces produkcji grafitu wyciskanego
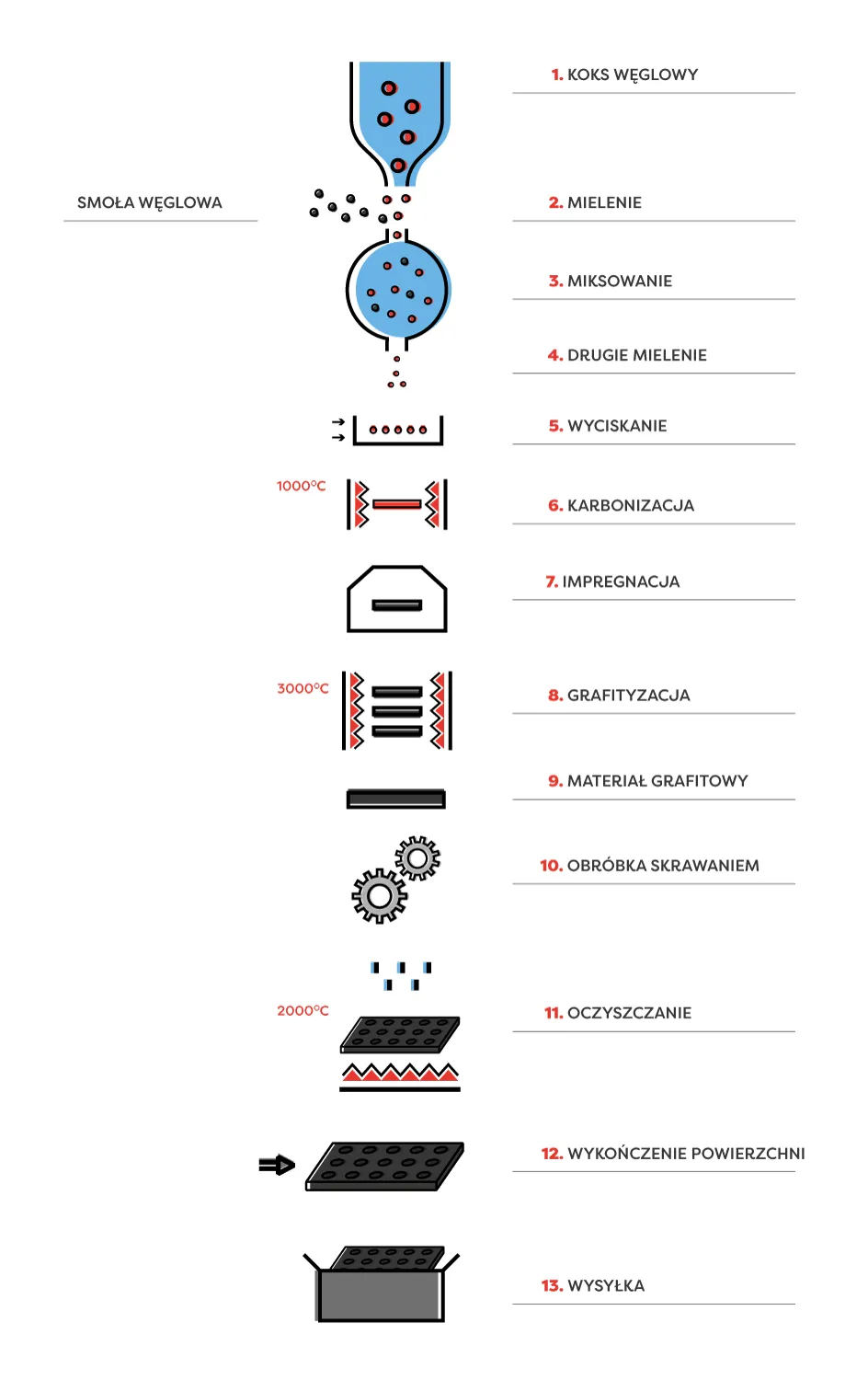
1. KOKS WĘGLOWY
Koks węglowy to składnik uzyskiwany w rafineriach naftowych poprzez wygrzewanie węgla kamiennego (600–1200°C). Proces ten odbywa się w specjalnie skonstruowanym piecu koksowniczym, przy pomocy gazów spalinowych i ograniczonym dostępnie tlenu. Różni się wyższą wartością opałową od zwykłego węgla kopalnego.
2. MIELENIE
Po sprawdzeniu surowców zostają one sproszkowane do pożądanej wielkości ziarna. Specjalne maszyny, które mielą materiał, przenoszą uzyskany bardzo drobny pył węglowy do specjalnych worków i jest on sortowany w zależności od wielkości ziarna.
SMOŁA WĘGLOWA
Jest to produkt uboczny powstający podczas koksowania (czyli prażenia bez dostępu powietrza w temperaturze 1000-1200°C) węgla kamiennego. Smoła węglowa jest gęstą, czarną cieczą.
3. MIKSOWANIE
Gry proces mielenia koksu węglowego zostaje ukończony, łączy się go wraz ze smołą węglową. Oba surowce poddawane są miksowaniu w wysokich temperaturach, tak aby smoła mogła się roztopić i połączyć z ziarnami koksu.
4. DRUGIE MIELENIE
Po procesie miksowania powstają małe kulki węglowe, które należy ponownie zmielić na bardzo drobne ziarna.
5. WYCISKANIE
Wyciskanie polega na formowaniu mieszaniny proszków poprzez wtłaczanie ich przez matrycę z otworem w jednym kierunku. W wyniku wytłaczania otrzymuje się długi produkt (pręty, bloki, wałki) o regularnym przekroju. Wyciskane materiały grafitowe są anizotropowe, co oznacza, że własności w kierunku wytłaczania różnią się od właściwości w pozostałych kierunkach.
6. KARBONIZACJA
Kolejnym, a zarazem najdłuższym etapem (2-3 miesiące) jest karbonizacja w piecu. Równomiernie sprasowany materiał umieszczany jest w dużych piecach, w których temperatura dochodzi do 1000°C. Aby uniknąć jakichkolwiek wad lub pęknięć, temperatura w piecu jest stale kontrolowana. Gdy wypalanie zostaje skończone, blok uzyskuje pożądaną twardość.
7. IMPREGNACJA
W tym momencie blok może zostać zaimpregnowany smołą i zostać ponownie wypalony w celu zmniejszenia jego porowatości. Impregnowanie jest zazwyczaj wykonywane przy użyciu smoły o lepkości niższej niż smoła używana jako spoiwo. Niska lepkość jest wymagana w celu dokładniejszego wypełnienia szczelin.
8. GRAFITYZACJA
Na tym etapie sieć atomów węgla ułożona jest już w sposób uporządkowany, a sam proces przechodzenia z węgla na grafit nazwany jest grafityzowaniem. Grafityzacja to podgrzewanie uzyskanych bloków do temperatury około 3000°C. Po grafityzacji znacznie poprawia się gęstość, przewodność elektryczna, przewodność cieplna i odporność na korozję, a także zwiększa się wydajność obróbki mechanicznej.
9. MATERIAŁ GRAFITOWY
Po grafityzacji kluczowa jest inspekcja wszystkich właściwości grafitu – m.in. wielkości ziarna, gęstości, wytrzymałości na zginanie oraz ściskanie.
10. OBRÓBKA SKRAWANIEM
Gdy materiał jest już całkowicie gotowy i sprawdzony, można wykonać z niego gotowy produkt na podstawie dokumentacji klienta.
11. OCZYSZCZANIE
Gdy grafit izostatyczny jest używany w przemyśle półprzewodnikowym, monokryształów krzemu i energii atomowej, wymaga on wysokiej czystości i wszystkie zanieczyszczenia muszą zostać usunięte metodami chemicznymi. Typową praktyką usuwania zanieczyszczeń z grafitu jest umieszczenie grafityzowanego produktu w gazie halogenowym i podgrzanie go do temperatury około 2000°C.
12. WYKOŃCZENIE POWIERZCHNI
W zależności od aplikacji grafitu, jego powierzchnie mogą zostać poddane frezowaniu i posiadać gładką nawierzchnię.
13. WYSYŁKA
Po ostatecznej obróbce materiał cięty bądź gotowy detal grafitowy zostaje starannie zapakowany i wysyłany do klienta.
Nasz grafit z serii CGE może być dostarczony w postaci wałków w różnych rozmiarach oraz może zostać oczyszczony do <5ppm na życzenie klienta. Maksymalne wymiary to: ⌀750x1800mm. Aby uzyskać szczegółowe informacje skontaktuj się z nami.