
Extrudovaný grafit (CGE)
Naše CGE grafity sú extrudované grafity, ktoré sú k dispozícii ako tyče a bloky. Majú pomerne malú veľkosť zŕn a majú dobré mechanické, elektrické a tepelné vlastnosti s nízkym obsahom popola. Preferenčná orientácia zrna je ich významnou vlastnosťou. Hustota, pevnosť a odolnosť proti oxidácii sa môže zlepšiť ďalšou impregnáciou.
Proces výroby extrudovaného grafitu
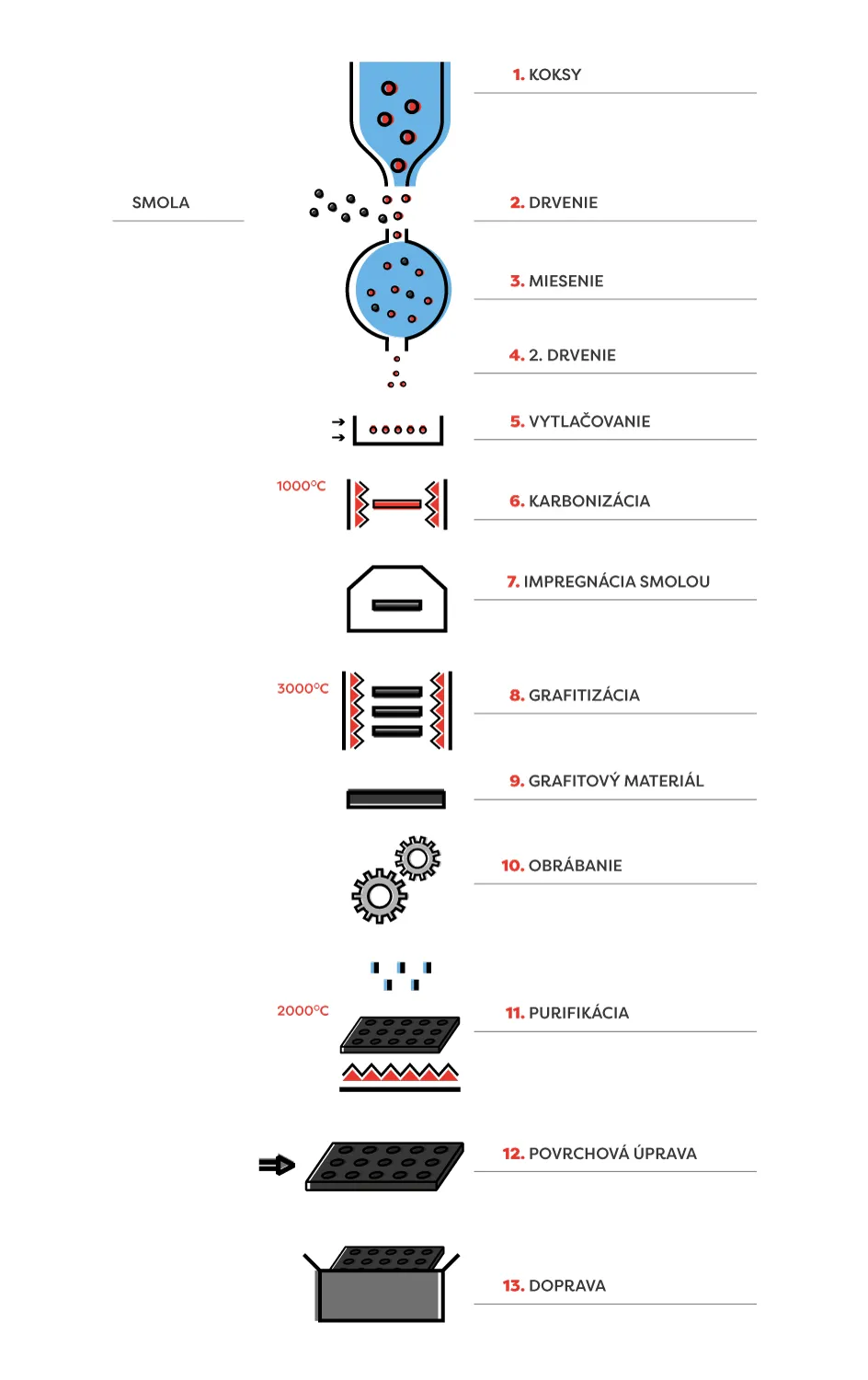
1. KOKSY
Koksy sú vyrábané v koksárňach zahrievaním čierneho uhlia pri teplote 600-1200°C. Tento proces prebieha v špeciálne navrhnutej koksárenskej peci s využitím spaľovacích plynov a bez prístupu kyslíka. Koksy majú vyššiu výhrevnosť ako uhlie.
2. DRVENIE
Potom, čo boli suroviny skontrolované, sú rozdrvené na určitú veľkosť zrna. Drviace stroje triedia veľmi jemný uhoľný prach do vriec podľa veľkosti zrna.
SMOLA
Smola je hustá čierna kvapalina. Jedná sa o vedľajší produkt koksovania čierneho uhlia bez prístupu vzduchu pri teplote 1000-1200°C.
3. MIESENIE
Keď je proces mletia koksu dokončený, je zmiešaný so smolou. Obe suroviny sa miesia pri vysokej teplote, aby sa smola roztopila a premiešala s koksovými zrnami.
4. 2. DRVENIE
Po procese miešania sa vytvoria malé uhlíkové guľôčky, ktoré je potrebné znovu rozdrviť na veľmi jemné zrná.
5. VYTLAČOVANIE
Lisovanie vo forme je metóda lisovania prášku pôsobením tlaku na prášok vo forme. Na práškovú zmes sa aplikuje tlak v jednom smere, ktorý je závislý od tvaru formy. Využitím rôznych tlakov je možné dosiahnuť rozdiely vo vlastnostiach grafitových výrobkov.
6. KARBONIZÁCIA
Ďalšia a zároveň najdlhšia fáza (2-3 mesiace) je vypaľovanie v peci. Vylisovaný materiál je umiestnený vo veľkých peciach, kde teplota dosahuje 1000°C. Aby sa predišlo akýmkoľvek defektom alebo prasklinám, je teplota v peci neustále kontrolovaná. Po dokončení vypaľovania blok dosiahne požadovanú tvrdosť.
7. IMPREGNÁCIA SMOLOU
V tejto fáze procesu môže byť blok impregnovaný smolou a znovu vypálený, aby sa znížila jeho pórovitosť. Impregnácia sa zvyčajne vykonáva pomocou smoly s nižšou viskozitou, ako je viskozita smoly použitej ako spojivo. Pre lepšie vyplnenie pórov je nutná nízka viskozita smoly.
8. GRAFITIZÁCIA
V tejto fáze sú atómy uhlíka už usporiadané, a nasleduje proces premeny z uhlíka na grafit, t.j. grafitizácia. Grafitizácia je ohrev vyrobených blokov na teplotu asi 3000 °C. Po grafitizácii sa zlepší hustota, výrazne sa zvýši elektrická vodivosť, tepelná vodivosť a odolnosť proti korózii, a zvýši sa efektívnosť obrábania.
9. GRAFITOVÝ MATERIÁL
Po grafitizácii je nevyhnutné skontrolovať všetky vlastnosti grafitu - vrátane veľkosti zrna, hustoty, pevnosti v ohybe a tlaku.
10. OBRÁBANIE
Akonáhle je materiál úplne pripravený a skontrolovaný, môže byť použitý na výrobu podľa dokumentácie zákazníka.
11. PURIFIKÁCIA
Ak sa izostatický grafit používa v polovodičovom priemysle a v atómovej energetike, je vyžadovaná vysoká čistota, takže všetky nečistoty musia byť odstránené chemickými metódami. Typickým postupom odstraňovania nečistôt z grafitu je umiestnenie grafitových výrobkov do komory s halogénovými plynmi a ich zahriatie na približne 2000°C.
12. POVRCHOVÁ ÚPRAVA
V závislosti na využití grafitu sú výrobky frézované na dosiahnutie požadovanej drsnosti povrchov.
13. DOPRAVA
Po finálnom opracovaní je hotový grafitový produkt zabalený a odoslaný zákazníkovi.
CGE-Grafity môžeme dodávať ako bloky a valce v rôznych rozmeroch. Na požiadanie zákazníka je možné ich purifikovať až na <5 ppm. Maximálne rozmery sú D750x1800 mm. Pre viac informácií nás prosím kontaktujte.