
Gesenkgepresster Graphit (CGM Serie)
Unsere gesenkgepressten Graphite haben eine feine Körnung und eine hohe Anisotropie. Dieses Material bietet ein äußerst breites Eigenschaftsprofil hinsichtlich mechanischer Festigkeit, Reibung und Leitfähigkeit, die sogar noch weiter verbessert wird durch Imprägnierung mit Harz oder Metallen.
Wegen Ihrer Feinkörnigkeit und homogenen Struktur können die CGM-Graphite vielfach die wesentlich teureren ISO-gepressten Graphite ersetzen. Allerdings sind die Abmessungen begrenzt.
Der Herstellungsprozess von gesenkgepresster Graphit
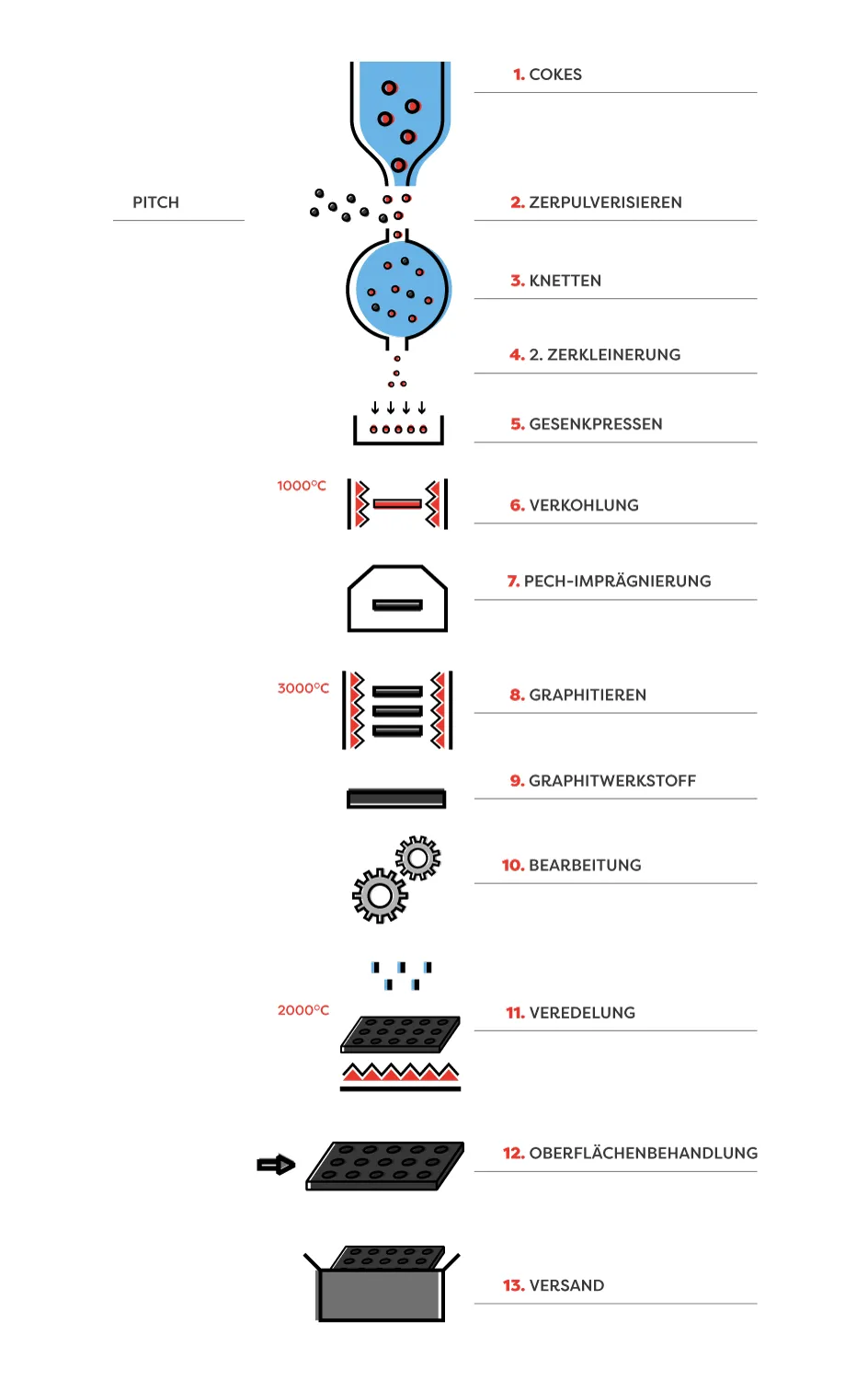
1. KOKS
Koks ist ein Bestandteil, der in Ölraffinerien durch Erhitzen von Steinkohle (600-1200°C) hergestellt wird. Dieser Prozess findet in einer speziell konstruierten Koksofenanlage unter Verwendung von Verbrennungsgasen und begrenzter Sauerstoffverfügbarkeit statt. Er hat einen höheren Heizwert als konventionelle fossile Kohle.
2. ZERPULVERISIEREN
Nachdem die Rohstoffe geprüft wurden, werden sie auf eine bestimmte Korngröße pulverisiert. Spezielle Maschinen, die das Material zermahlen, den gewonnenen sehr feinen Kohlestaub in spezielle Säcke befördern und nach der Korngröße sortiert werden.
PECH
Dies ist ein Nebenprodukt der Verkokung (d.h. des Röstens ohne Luft bei 1000-1200°C) von Steinkohle. Pech ist eine dichte schwarze Flüssigkeit.
3. KNETTEN
Wenn der Koksmahlprozess abgeschlossen ist, wird er mit Pech kombiniert. Beide Rohstoffe werden bei hohen Temperaturen gemischt, damit die Kohle schmelzen und sich mit den Kokskörnern verbinden kann.
4. 2. ZERKLEINERUNG
Nach dem Mischvorgang bilden sich kleine Kohlenstoffkügelchen, die wieder zu sehr feinen Körnern gemahlen werden müssen.
5. GESENKPRESSEN
Das Formpressen ist eine Methode zur Verdichtung von Pulver durch Anwendung von einachsigem Druck auf das in eine Form eingebrachte Pulver. Der Druck wird in einer Richtung auf die Pulvermischung ausgeübt und ist abhängig von der Form der Matrize, die den Druck hält. Durch das Einstellen unterschiedlicher Drücke auf die Form können unterschiedliche Eigenschaften des Graphits erzielt werden.
6. VERKOHLUNG
Die nächste und gleichzeitig längste Phase (2-3 Monate) ist das Einbrennen im Ofen. Gleichmäßig gepresstes Material wird in große Öfen gelegt, wo die Temperatur 1000°C erreicht. Um Fehler oder Risse zu vermeiden, wird die Temperatur im Ofen ständig kontrolliert. Wenn der Einbrennvorgang abgeschlossen ist, erreicht der Block die gewünschte Härte.
7. PECH-IMPRÄGNIERUNG
In diesem Stadium des Prozesses kann der Block mit Pech imprägniert und erneut gebrannt werden, um seine Porosität zu verringern. Die Imprägnierung erfolgt in der Regel mit Pech, das eine niedrigere Viskosität hat als das als Bindemittel verwendete Pech. Eine niedrige Viskosität ist erforderlich, um die Lücken genauer ausfüllen zu können.
8. GRAPHITIEREN
In diesem Stadium ist die Matrix der Kohlenstoffatome bereits geordnet, und der Prozess des Übergangs von Kohlenstoff zu Graphit wird Graphitieren genannt. Graphitieren ist das Erhitzen der hergestellten Blöcke auf eine Temperatur von etwa 3000°C. Nach dem Graphitieren werden die Dichte, die elektrische Leitfähigkeit, die Wärmeleitfähigkeit und die Korrosionsbeständigkeit deutlich verbessert und die Bearbeitungseffizienz erhöht.
9. GRAPHITWERKSTOFF
Nach der Graphitierung ist es unerlässlich, alle Graphiteigenschaften - einschließlich Korngröße, Dichte, Biege- und Druckfestigkeit - zu prüfen.
10. BEARBEITUNG
Sobald das Material vollständig fertig und geprüft ist, kann es nach Kundendokumentation hergestellt werden.
11. VEREDELUNG
Wenn isostatischer Graphit in der Halbleiter-, monokristallinen Silizium- und Atomenergieindustrie verwendet wird, erfordert er eine hohe Reinheit, so dass alle Verunreinigungen durch chemische Methoden entfernt werden müssen. Eine typische Praxis zur Entfernung von Verunreinigungen aus Graphit besteht darin, das graphitierte Produkt in ein Halogengas zu legen und es auf etwa 2000°C zu erhitzen.
12. OBERFLÄCHENBEHANDLUNG
Abhängig von der Anwendung von Graphit können seine Oberflächen gefräst sein und glatte Oberflächen aufweisen.
13. VERSAND
Nach der Endbearbeitung wird das fertige Graphitdetail verpackt und an den Kunden versandt.
Die CGM-Graphite können wir als Blöcke und auch als Rundlinge in verschiedenen Abmessungen liefern und können auf Kundenwunsch bis auf <5 ppm auch nachgereinigt werden. Wir beraten Sie gerne bei der Auswahl der richtigen Graphitsorte - kontaktieren Sie uns.